
You will get the
perfect resolutions with our proficient
services.
Machine Designing
We can help you to understand your problem and based on your requirement we can propose a best design solution for you machine.
Manufacturing
At Varmine Engineering, our cutting-edge machine manufacturing services exceed expectations. Partner with a team dedicated to excellence and innovation. Eager to discuss how our expertise can elevate your operations. Contact us for collaboration opportunities.
Customization
Varmine Engineering specializes in precision customization of chemical machinery, ensuring tailored solutions for your specific needs. Our expert team combines innovation and expertise to deliver top-notch chemical machine customization services, optimizing performance for your unique requirements.
Servicing
Precision servicing for diverse industries. Our expert team delivers comprehensive maintenance, repairs, and technical support, ensuring optimal performance and minimal downtime. Trust us for reliable, prompt solutions tailored to your specific needs
Our Successfull Products

Storage Tanks
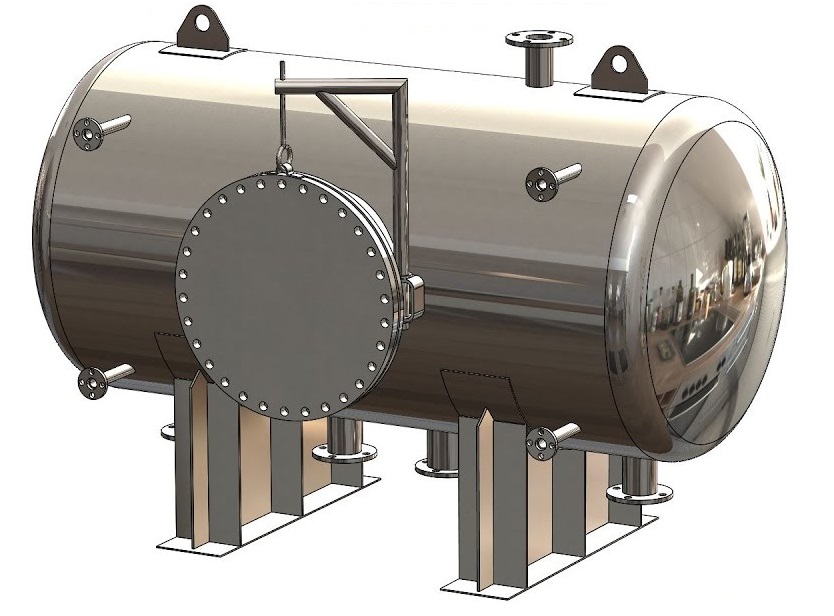
Presser

Reactors
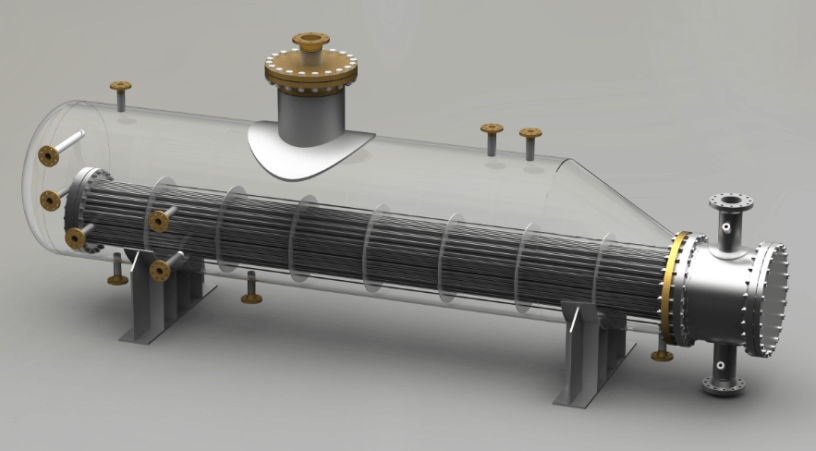
Heat

Column

Vacuum Tray Dryer

Agitated Nutsche

Filter
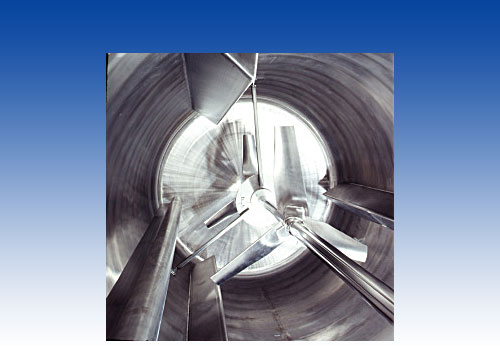
Agitator Assembly

Our optimistic
methods will
let you prefer us.
Here are the leading reasons to prefer us for your brand. We believe in transparency without any hidden barriers.
120K
Happy Customers
1890+
Issues Solved
250K
Finished Projects
786+
Awwwards Winning
Locate US on Google Map
Get in touch
We're always on the lookout to work with new clients. If you're interested in working with us, please get in touch in one of the following ways.
Address
Varmine EngineeringPlot No.16, Yogi Estate-4, Jitali
Taluka: Bharuch, District: Bharuch. Pin: 393001